
以下是:咸阳市旬邑县螺旋管施工队伍的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 螺旋管施工队伍供应范围覆盖陕西省、咸阳市、旬邑县、秦都区、杨陵区、渭城区、三原县、泾阳县、乾县、礼泉县、永寿县、彬县、长武县、淳化县、武功县、兴平市等区域。 【全通】业务覆盖多元场景,提供以下产品和服务:杨陵螺旋钢管适用场景、永寿螺旋钢管种类丰富、渭城螺旋钢管订制批发、淳化螺旋钢管制造厂家等。螺旋管施工队伍,全通管道(咸阳市旬邑县分公司)为您提供螺旋管施工队伍的资讯,联系人:王总,电话:【17768165506】、【17768165506】。 陕西省,咸阳市,旬邑县 2022年,旬邑县实现地区生产总值124.19亿元,其中,产业增加值37.01亿元,第二产业增加值51.39亿元,第三产业增加值35.79亿元。按常住人口计算,人均地区生产总值58830元。
为了给您提供更的螺旋管施工队伍产品信息,解锁螺旋管施工队伍产品新体验,视频带你玩转每个细节!
以下是:咸阳旬邑螺旋管施工队伍的图文介绍
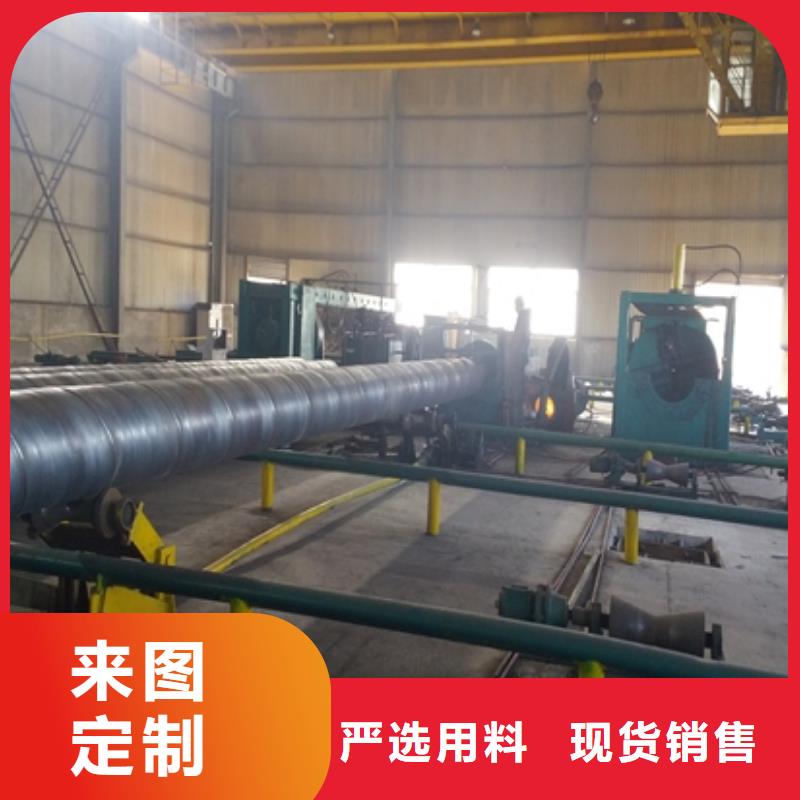
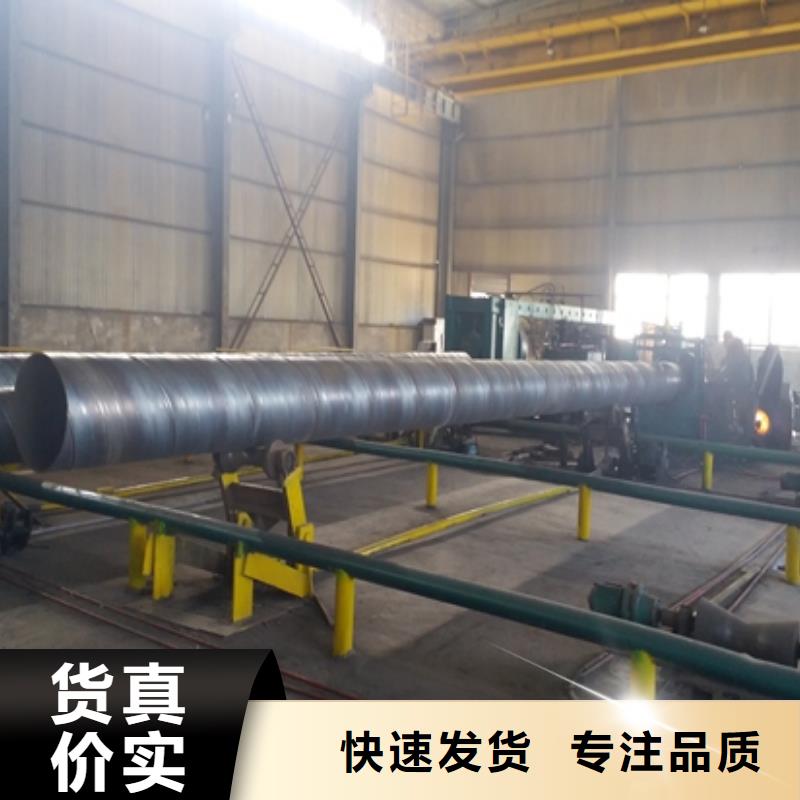
螺旋钢管螺旋钢管的制作工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送.采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
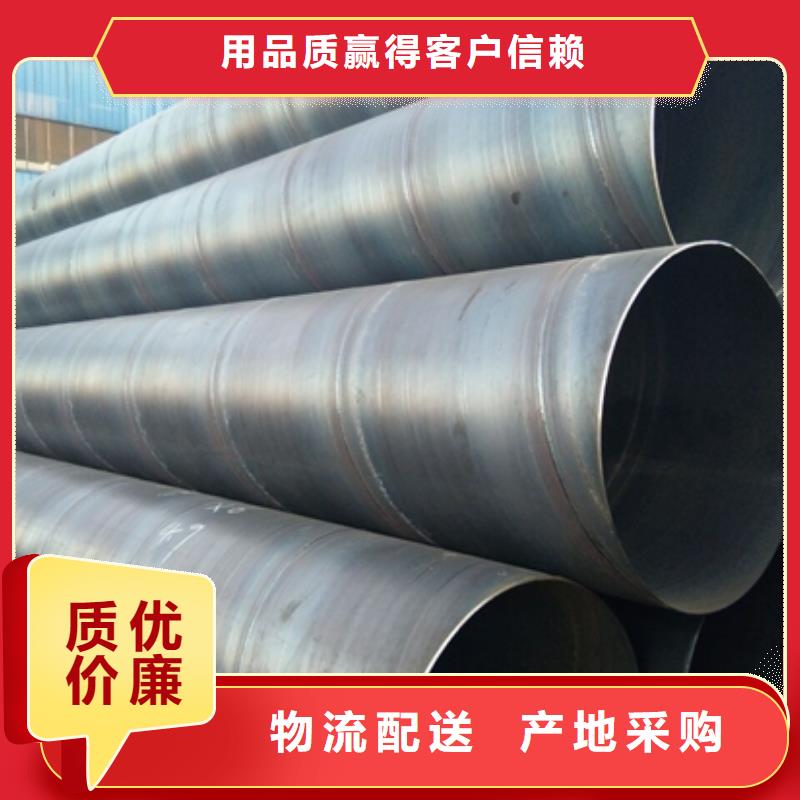
螺旋钢管螺旋钢管厂家价格专业生产大口径螺旋钢管的厂家;一米以上大口径螺旋焊接钢管厂家:螺旋钢管在国内行业标准基本就两个,一个是石油部标准,SY/T5037系列,此标准是引用标准,对于今天建设来说标准太低,现在一般厂家都不采用这个标准了,另一个是标准,即是,GB/T9711,系列,从1997年就颁布了此标准,后通过改进现在系列就是GB/T9711.1杠2011和GB/T9711.2杠2011,这个标准对于大中小型工程都能使用,质量有 的保障。国外做进出口贸易的朋友都知道有一个,API系列,API呢也有两个系列,APIPSL1相当于国内的9711.1,APIPSL2相当于国内的9711.2,有朋友说了国内和国外哪个标准高呢?实际是国外的标准高些,因为国内引进螺旋钢管生产线是,好多发达已经快淘汰了此种生产技术。
咸阳旬邑盐山全通管道有限公司拥有资深的技术研发团队和专业的服务团队,具备较强的科技创新能力和技术服务优势。咸阳旬邑盐山全通管道有限公司坚持不断创新,通过行业交流,不断服务品质。咸阳旬邑盐山全通管道有限公司始终聚焦为客户创造价值,未来,未蓝将继续在 螺旋钢管领域精耕细作,打造卓越的产品和服务,持续为客户创造价值,推动行业发展和社会进步。
大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其措施是很有必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。
热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候*容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置*安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取*值,薄壁取*小值。焊透度不佳。
quantong
螺旋钢管螺旋钢管的制作工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送.采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
全通管道产品在市场上的销量连创新高,产品品质得到广大用户的一致推崇。公司坚持“诚信经营,品质营销,力求多赢”的市场运作理念,正确的经营思路,给公司带来了良好的经济效益,为网络化营销打下了良好的基础。秉持务实进取的精神,我公司力创业内,更期待与广大用户共享辉煌未来!
螺旋管施工队伍,全通管道(咸阳市旬邑县分公司)为您提供螺旋管施工队伍产品案例,联系人:王总,电话:【17768165506】、【17768165506】。











